
ģa∆∑∑÷Óź
◊Ó–¬–¬¬Ą
- ĻĢ ŌŌĶŃ–C-276ĻĢ ŌļŌĹūĻ‹°ĘGH4049łŖ°≠
- ŽpŌŗšďS32906 « ≤√ī≤ńŔ|/ĽĮĆW≥…∑÷
- S3275ŽpŌŗ≤ĽšPšď„fļ¨ŃŅ›^ĶÕÉrłŮĪ„“ň°≠
- ≤ĽšPšď00Cr25Ni7Mo4N « ≤√ī≤ńŃŌ üoŚa°≠
- ŐľĽĮ„tńÕń•šďįŚ÷–ĶńłųļŌĹū‘™ňōĶń◊ų”√°≠
- GH4049łŖúōļŌĹū C276ĻĢ ŌļŌĹūĻ‹łŖ”≤°≠
- NM450ńÕń•įŚ«–łÓ°Ę12ļŃ√◊nm450ńÕń•įŚ°≠
- nm450ńÕń•šďįŚáÝėň”≤∂» «∂ŗ…Ŕ ≥…∑÷ «°≠
- ńÕń•ŹÕļŌšďįŚĽĮĆW≥…∑÷ ŹÕļŌńÕń•šďįŚ°≠
- NM400ńÕń•įŚłŖŹä∂»ńÕń•šďįŚĶV…ĹĻ§≥Ő°≠
¬ďŌĶő“āÉ
Ĺ≠ŐK”Ņ»AĹūĆŔŅ∆ľľ”–ŌřĻęňĺ
Žä°°‘í£ļ0510-88229298°Ę88229299
āų°°’ś£ļ0510-88265568
÷°°ôC£ļ18961839299°Ę15312225903
¬ďŌĶ»ň£ļ∑∂ĹõņŪ
ĺW°°÷∑£ļwww.sosohyw.com
Ķō°°÷∑£ļüoŚa –Śa…ĹÖ^īļēü÷–¬∑66ŐĖ
AM-350(633–Õ)≤ĽšPšď

‘Ēľö’f√ų£ļ
AM350 «“Ľ∑N„tśá„f„f≤ĽšPšď£¨Ņ…“‘Õ®Ŗ^ŮR ŌůwŌŗ◊ÉļÕ/ĽÚ≥ŃĶŪ”≤ĽĮŖM––”≤ĽĮ°£ňŁ“—ĪĽ”√”໾ö‚›ÜôCČļŅsôC≤ŅľĢ£¨ņż»Á»~∆¨£¨ąAĪP£¨řD◊”ļÕ›S£¨“‘ľį‘ŕ “úōļÕ÷–ťgúō∂»Ō¬–Ť“™łŖŹä∂»ĶńÓźň∆Ń„ľĢ°£»°õQ”ŕüŠŐéņŪ£¨ļŌĹū350Ņ…ĺŖ”–äW ŌůwĹYėč“‘ę@Ķ√◊Óľ—Ņ…≥…–ő–‘£¨ĽÚ’ŖĺŖ”–Źä∂»Ņ…ŇcŮR ŌůwšďŌŗģĒĶńŮR ŌůwĹYėč°£ļŌĹūÕ®≥£įŁļ¨ľs5÷Ń10£•Ķń¶ńŤFňōůw°£ļŌĹū350ĶńńÕőg–‘Ŕţ„tśáäW Ōůw≤ĽšPšď°£
| ‘™ňō | |
| ŐľC£ļ | 0.07-0.11 |
| ŚiMn£ļ | 0.50-1.25 |
| ĻŤSi£ļ | °‹0.50 |
| Ń◊P£ļ | °‹0.040 |
| ŃÚS£ļ | °‹0.030 |
| „tCr£ļ | 16.0-17.0 |
| śáNi£ļ | 4.0-5.0 |
| „fMo£ļ | 2.5-3.25 |
| Ķ™N£ļ | 0.07-0.13 |
ńÕłĮőg–‘ń‹£ļ
AM350ļŌĹūĶńńÕłĮőg–‘Éě”ŕ∆šňŻŅ…ī„ĽūŮR Ōůw≤ĽšPšď°£‘ŕ∆’Õ®īůö‚ļÕ‘S∂ŗ∆šňŻúōļÕĽĮĆW≠hĺ≥÷–Ô@ ĺ≥ŲŃľļ√ĶńńÕłĮőg–‘°£”…”ŕŐľĽĮ„tĶń≥ŃĶŪ£¨Őé”ŕŽpēr–߼ÚĺýĶ»ólľĢŌ¬Ķń≤ńŃŌ»›“◊ ‹ĶĹĺßťgłĮőg°£ģĒÕ®Ŗ^“‘Ō¬∂ő¬šňý ŲĶń≤…”√Ń„“‘Ō¬ņšÖsĶńŐéņŪĀŪ”≤ĽĮļŌĹūēr£¨ňŁ≤ĽēĢ ‹ĶĹĺßťgłĮőg°£
ļŌĹūAM350Ķń◊Óľ—ŅĻϙѶłĮőgŐéņŪ»ÁŌ¬£ļ
ľ”üŠ÷Ń1850/1950°„F£®1010/1066°„C£©£¨—łňŔņšÖs÷Ń “úō£¨Ń„Ō¬ņšÖs-100°„F£®-73°„C£©3–°ēr‘Ŕľ”üŠ÷Ń1700/1750°„F£®927/954°„£© C£©√Ņ”ĘīÁ£®25.4 mm£©ĶńļŮ∂»ľs90∑÷Á䣨—łňŔņšÖs÷Ń “úō£¨‘ŕ-100°„F£®-73°„C£©Ō¬Ń„∂»ņšÖs3–°ēr£¨»Ľļů‘ŕ1000°„F£®538°„C£©Ō¬ĽōĽū3–°ēr£©°£ěťŃňę@Ķ√◊Óľ—ĶńńÕłĮőg–‘ń‹£¨ĪŪ√śĪōŪöüoĻł«“ģźőÔļÕ≥…∆∑Ń„ľĢĎ™ĪĽ‚gĽĮ°£
őÔņŪ–‘Ŕ|
Ī»÷ō£ļ7.92
»ŘŁc∑∂áķ
°„F£ļ2500/2550
°„C £ļ1371/1399
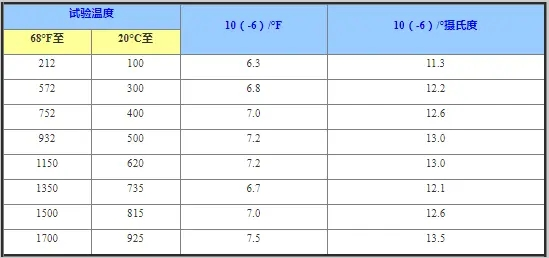
Žä◊Ť¬
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
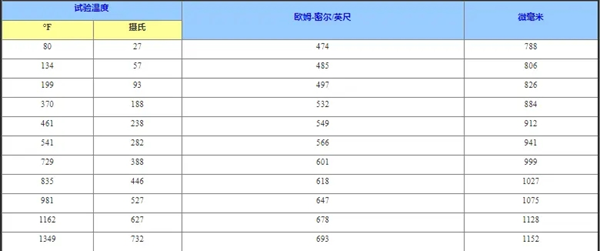
∆ĹĺýüŠŇÚ√õŌĶĒĶ
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
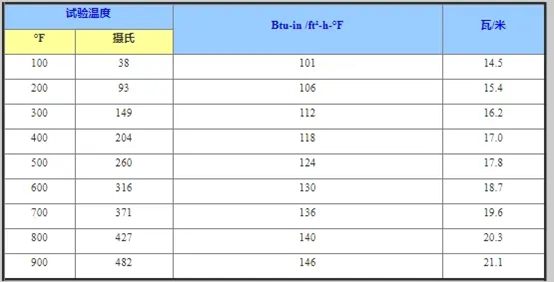
üŠĆ߬
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
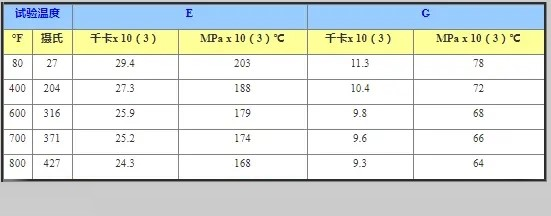
Źó–‘ń£ŃŅ£®E£©ļÕĄā–‘£®G£©
üŠŐéņŪ
ÕňĽū
÷Ń1850/1950°„F£®1010/1066°„C£©£¨—łňŔņšÖs÷Ń “úō°£
”≤ĽĮ
ļŌĹū350Ņ…“‘Õ®Ŗ^Ń„∂»“‘Ō¬ĶńņšÖsļÕĽōĽū£®SCT£©ĽÚŽp÷ōēr–ߣ®DA£©ŖM––”≤ĽĮ°£Ń„∂»“‘Ō¬ĶńņšÖsļÕĽōĽūĆĘĆß÷¬Źä∂»Ī»Žp÷ōēr–ßłŁłŖ°£‘ŕSCTŐéņŪ÷ģ«į£¨–Ť“™Õ®Ŗ^Źń1710°„F£®932°„C£©+/- 25°„FĶńŅžňŔņšÖsĀŪ°į’{ĻĚ°ĪļŌĹū£¨Ŗ@≤Ľ «Īō–ŤĶń£¨ĶęĹ®◊h‘ŕÉ…īőēr–ßŐéņŪ÷ģ«įŖM––°£ŖÄĹ®◊h‘ŕ1850/1950°„F£®1010/1066°„C£©ÕňĽū÷ģļů£¨ĆĘļŌĹū350ņšÖs÷Ń-100°„F£®-73°„C£©÷Ń…Ŕ3–°ēr£¨»Ľļů‘ŔŖM––”≤ĽĮ°£
Ń„∂»“‘Ō¬ņšÖs
‘ŕ1710°„F£®932°„C£©+/- 25°„F£®ŅžňŔņšÖs£©Ō¬√Ņ”ĘīÁļŮ∂»’{ĻĚ90∑÷Áäļů£¨ļŌĹū350‘ŕ-100°„FĪ£≥÷÷Ń…Ŕ3–°ēr£¨»Ľļů‘ŕ850°„FĽÚ1000°„F£®454°„CĽÚ538°„C£©Ō¬ĽōĽū÷Ń…Ŕ3āÄ–°ēr°£850°„FĶńĽōĽūģa…ķ◊ÓłŖĶńŹä∂»ļÕ”≤∂»£¨∂Ý1000°„FĶńĽōĽūģa…ķłń…∆ĶńŪg–‘ļÕϙѶłĮőg–‘ń‹°£
Žp÷ōņŌĽĮ
‘ŕ1350/1400°„F£®732/760°„C£©Ō¬Ī£≥÷3–°ēr£¨Ņ’ņš÷Ń “úō£Ľľ”üŠ÷Ń825/875°„F£®440/468°„C£©£¨Ī£≥÷2-3–°ēr£¨ÔLņš°£
Ņ…ľ”Ļ§–‘
üŠľ”Ļ§
Alloy 350“◊”ŕüŠľ”Ļ§°£ňŁĶń◊ÓłŖĻ§◊ųúō∂»ěť2150°„F£®1177°„C£©°£ Ļ”√łŖ”ŕ2150°„FĶńúō∂»ēĢĆß÷¬ŤFňōůwĒĶŃŅĶń‘Ųľ”°£ĺęľ”Ļ§úō∂»Ď™‘ŕ1700/1800°„F£®927/982°„C£©Ķń∑∂áķÉ»£¨“‘∑ņ÷Ļ‘ŕŽSļůĶńüŠŐéņŪ÷–ĺßŃ£ī÷ĽĮ≤ĘīŔŖMŐľĽĮőÔĶńĺýĄÚőŲ≥Ų°£
ņšľ”Ļ§
‘ŕÕňĽū†ÓĎBŌ¬£¨ļŌĹū350ĪĺŔ|…Ō «äW Ōůw£¨≤Ę«“ĺŖ”–ŇcAISI 300ŌĶŃ–≤ĽšPšďŌŗň∆Ķń≥…–őŐō–‘°£ňŁĺŖ”–›^łŖĶńľ”Ļ§”≤ĽĮ¬ £¨ņš≥…–őĆĘĆß÷¬ŮR ŌůwĶń–ő≥…Ňc◊É–őŃŅ≥…Ī»ņż°£»ÁĻŻ»›ŃŅ”–ŌřĽÚ◊É–őáņ÷ō£¨ĆĘ≤ńŃŌľ”üŠĶĹ300°„F£®149°„C£©ĽÚłŁłŖúō∂»ĆĘ◊Óīů≥Ő∂»Ķōúp…ŔĻ§◊ų”≤ĽĮ°£‘ŕ”≤ĽĮ†ÓĎBŌ¬£¨ļŌĹū350ĺŖ”–◊„ČÚĶń—”’Ļ–‘£¨“‘”√”ŕ”–ŌřĶń≥…–őĽÚ≥C÷Ī≤Ŕ◊ų°£
ôCľ”Ļ§
ľ”Ļ§350ļŌĹū£¨–Ť“™ Ļ”√Ňc∆šňŻ≤ĽšPšďŌŗÕ¨Ķń‘≠ŃŌ£¨ņż»ÁĄā–‘Ļ§ĺŖļÕĻ§ľĢ÷ßďő£¨›^ĶÕĶńňŔ∂»£¨’żŌÚ«–Ōų£¨üoúĢŃŰĽÚ…ŌĻ‚“‘ľį◊„ČÚĶńņšÖs“ļ°£‘ŕÕňĽū†ÓĎBŌ¬£¨‘ďļŌĹū‹õ«“ĺŖ’≥–‘£¨≤ĘĺŖ”–›^łŖĶńľ”Ļ§”≤ĽĮ¬ °£“Úīň£¨≤ĽĹ®◊h‘ŕÕňĽū†ÓĎBŌ¬ľ”Ļ§ļŌĹū350°£‘ŕĺýŔ|ļÕŖ^üŠ†ÓĎBŌ¬Ņ…ę@Ķ√◊Óľ—«–Ōų–‘ń‹°£»ÁĻŻ‘ŕļůņmĶń”≤ĽĮŐéņŪŖ^≥Ő÷–ěť…ķťLŃŰ≥ŲŃňŖmģĒĶń”ŗŃŅ£¨ĄtŅ…“‘‘ŕīňólľĢŌ¬ąŐ––ĺęľ”Ļ§≤Ŕ◊ų°£»ÁĻŻ–Ť“™ėOłŖĶń≥ŖīÁĺę∂»£¨ĄtĎ™‘ŕ”≤ĽĮólľĢŌ¬ŖM––ĺęľ”Ļ§°£
“‘Ō¬ «ĹõŖ^ĺýļ‚ļÕĽōĽūĶń350ļŌĹūĶńĶš–ÕŖMĹoŃŅļÕňŔ∂»£ļ
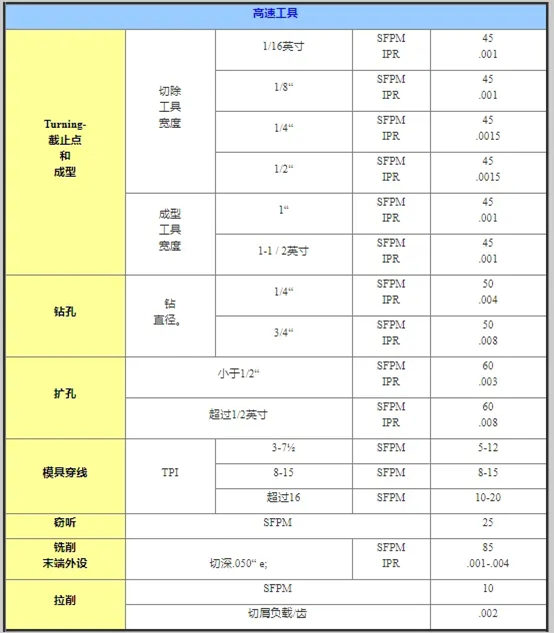
Ļ”√”≤Ŕ|ļŌĹūĻ§ĺŖēr£¨ĪŪ√śňŔ∂»”Ę≥Ŗ/∑÷Á䣮sfpm£©Ņ…“‘
Ī»łŖňŔĹ®◊hŐŠłŖ2ĶĹ3Ī∂°£ŖmŃŅŅ…‘Ųľ”
50£•÷Ń100£•°£
ňýļ≠…wĶńňý”–ĹūĆŔ»•≥ż≤Ŕ◊ųňý”√ĶńĒĶďĢĺýěť∆Ĺĺý÷Ķ°£‘ŕń≥–©
Ļ§◊ų÷–£¨Ń„ľĢĶń–‘Ŕ|Ņ…ń‹–Ť“™’{’ŻňŔ∂»ļÕŖMĹo°£
ĪōŪöť_įl√ŅāÄ◊ųėI£¨“‘Ŗ_ĶĹ◊Óľ—Ķń…ķģa–ßĻŻļÕ◊Óľ—ĶńĶ∂ĺŖČŘ√Ł°£
ňŔ∂»ĽÚŖMĹoňŔ∂»Ď™÷ū≤ĹŐŠłŖĽÚĹĶĶÕ°£

ļłĹ”
ļŌĹū350Ņ…“‘Õ®Ŗ^∆ŃĪő»ŘļłļÕŽä◊ŤļłĻ§ňáŃÓ»ňĚM“‚ĶōļłĹ”°£≤ĽĹ®◊h Ļ”√““»≤ļł£¨“ÚěťŅ…ń‹ēĢ‘ŕļłŅp÷–∑eŐľ°£ģĒ–Ť“™ŐÓ≥šĹūĆŔēr£¨Ď™ Ļ”√ôCľ”Ļ§∑÷őŲĀŪŐŠĻ©–‘ń‹Ňcńł≤ńīů÷¬ŌŗÕ¨ĶńļłŅp°£‘ŕ‘O”čļłĹ”Ĺ”Ó^ēr£¨Ď™◊Ę“‚Ī‹√‚ϙѶľĮ÷–£¨ņż»Á£¨Ĺ«ļłŅp£¨¬›ľyļÕĺ÷≤ŅĚBÕłļłŅp°£ģĒ≤Ľ–Ť“™łŖļłĹ”Źä∂»ēr£¨Ď™ŅľĎ] Ļ”√ėňú ĶńäW Ōůw≤ĽšPšďŐÓŃŌ£¨ņż»ÁE / ER308°£≤Ľ–Ť“™ÓAüŠ“‘∑ņ÷Ļ∆∆Ń—°£»ÁĻŻŅ…ń‹£¨Ď™‘ŕļłĹ”ļůƶļłľĢŖM––ÕňĽūŐéņŪ£¨“‘ŐŠĻ©Źä∂»£¨—”’Ļ–‘ļÕńÕőg–‘Ķń◊Óľ—ĹMļŌ°£
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
∆ĹĺýüŠŇÚ√õŌĶĒĶ
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
üŠĆ߬
Ń„∂»“‘Ō¬ņšÖs£¨ĽōĽū850°„F£®454°„C£©
Źó–‘ń£ŃŅ£®E£©ļÕĄā–‘£®G£©
üŠŐéņŪ
ÕňĽū
÷Ń1850/1950°„F£®1010/1066°„C£©£¨—łňŔņšÖs÷Ń “úō°£
”≤ĽĮ
ļŌĹū350Ņ…“‘Õ®Ŗ^Ń„∂»“‘Ō¬ĶńņšÖsļÕĽōĽū£®SCT£©ĽÚŽp÷ōēr–ߣ®DA£©ŖM––”≤ĽĮ°£Ń„∂»“‘Ō¬ĶńņšÖsļÕĽōĽūĆĘĆß÷¬Źä∂»Ī»Žp÷ōēr–ßłŁłŖ°£‘ŕSCTŐéņŪ÷ģ«į£¨–Ť“™Õ®Ŗ^Źń1710°„F£®932°„C£©+/- 25°„FĶńŅžňŔņšÖsĀŪ°į’{ĻĚ°ĪļŌĹū£¨Ŗ@≤Ľ «Īō–ŤĶń£¨ĶęĹ®◊h‘ŕÉ…īőēr–ßŐéņŪ÷ģ«įŖM––°£ŖÄĹ®◊h‘ŕ1850/1950°„F£®1010/1066°„C£©ÕňĽū÷ģļů£¨ĆĘļŌĹū350ņšÖs÷Ń-100°„F£®-73°„C£©÷Ń…Ŕ3–°ēr£¨»Ľļů‘ŔŖM––”≤ĽĮ°£
Ń„∂»“‘Ō¬ņšÖs
‘ŕ1710°„F£®932°„C£©+/- 25°„F£®ŅžňŔņšÖs£©Ō¬√Ņ”ĘīÁļŮ∂»’{ĻĚ90∑÷Áäļů£¨ļŌĹū350‘ŕ-100°„FĪ£≥÷÷Ń…Ŕ3–°ēr£¨»Ľļů‘ŕ850°„FĽÚ1000°„F£®454°„CĽÚ538°„C£©Ō¬ĽōĽū÷Ń…Ŕ3āÄ–°ēr°£850°„FĶńĽōĽūģa…ķ◊ÓłŖĶńŹä∂»ļÕ”≤∂»£¨∂Ý1000°„FĶńĽōĽūģa…ķłń…∆ĶńŪg–‘ļÕϙѶłĮőg–‘ń‹°£
Žp÷ōņŌĽĮ
‘ŕ1350/1400°„F£®732/760°„C£©Ō¬Ī£≥÷3–°ēr£¨Ņ’ņš÷Ń “úō£Ľľ”üŠ÷Ń825/875°„F£®440/468°„C£©£¨Ī£≥÷2-3–°ēr£¨ÔLņš°£
Ņ…ľ”Ļ§–‘
üŠľ”Ļ§
Alloy 350“◊”ŕüŠľ”Ļ§°£ňŁĶń◊ÓłŖĻ§◊ųúō∂»ěť2150°„F£®1177°„C£©°£ Ļ”√łŖ”ŕ2150°„FĶńúō∂»ēĢĆß÷¬ŤFňōůwĒĶŃŅĶń‘Ųľ”°£ĺęľ”Ļ§úō∂»Ď™‘ŕ1700/1800°„F£®927/982°„C£©Ķń∑∂áķÉ»£¨“‘∑ņ÷Ļ‘ŕŽSļůĶńüŠŐéņŪ÷–ĺßŃ£ī÷ĽĮ≤ĘīŔŖMŐľĽĮőÔĶńĺýĄÚőŲ≥Ų°£
ņšľ”Ļ§
‘ŕÕňĽū†ÓĎBŌ¬£¨ļŌĹū350ĪĺŔ|…Ō «äW Ōůw£¨≤Ę«“ĺŖ”–ŇcAISI 300ŌĶŃ–≤ĽšPšďŌŗň∆Ķń≥…–őŐō–‘°£ňŁĺŖ”–›^łŖĶńľ”Ļ§”≤ĽĮ¬ £¨ņš≥…–őĆĘĆß÷¬ŮR ŌůwĶń–ő≥…Ňc◊É–őŃŅ≥…Ī»ņż°£»ÁĻŻ»›ŃŅ”–ŌřĽÚ◊É–őáņ÷ō£¨ĆĘ≤ńŃŌľ”üŠĶĹ300°„F£®149°„C£©ĽÚłŁłŖúō∂»ĆĘ◊Óīů≥Ő∂»Ķōúp…ŔĻ§◊ų”≤ĽĮ°£‘ŕ”≤ĽĮ†ÓĎBŌ¬£¨ļŌĹū350ĺŖ”–◊„ČÚĶń—”’Ļ–‘£¨“‘”√”ŕ”–ŌřĶń≥…–őĽÚ≥C÷Ī≤Ŕ◊ų°£
ôCľ”Ļ§
ľ”Ļ§350ļŌĹū£¨–Ť“™ Ļ”√Ňc∆šňŻ≤ĽšPšďŌŗÕ¨Ķń‘≠ŃŌ£¨ņż»ÁĄā–‘Ļ§ĺŖļÕĻ§ľĢ÷ßďő£¨›^ĶÕĶńňŔ∂»£¨’żŌÚ«–Ōų£¨üoúĢŃŰĽÚ…ŌĻ‚“‘ľį◊„ČÚĶńņšÖs“ļ°£‘ŕÕňĽū†ÓĎBŌ¬£¨‘ďļŌĹū‹õ«“ĺŖ’≥–‘£¨≤ĘĺŖ”–›^łŖĶńľ”Ļ§”≤ĽĮ¬ °£“Úīň£¨≤ĽĹ®◊h‘ŕÕňĽū†ÓĎBŌ¬ľ”Ļ§ļŌĹū350°£‘ŕĺýŔ|ļÕŖ^üŠ†ÓĎBŌ¬Ņ…ę@Ķ√◊Óľ—«–Ōų–‘ń‹°£»ÁĻŻ‘ŕļůņmĶń”≤ĽĮŐéņŪŖ^≥Ő÷–ěť…ķťLŃŰ≥ŲŃňŖmģĒĶń”ŗŃŅ£¨ĄtŅ…“‘‘ŕīňólľĢŌ¬ąŐ––ĺęľ”Ļ§≤Ŕ◊ų°£»ÁĻŻ–Ť“™ėOłŖĶń≥ŖīÁĺę∂»£¨ĄtĎ™‘ŕ”≤ĽĮólľĢŌ¬ŖM––ĺęľ”Ļ§°£
“‘Ō¬ «ĹõŖ^ĺýļ‚ļÕĽōĽūĶń350ļŌĹūĶńĶš–ÕŖMĹoŃŅļÕňŔ∂»£ļ
Ļ”√”≤Ŕ|ļŌĹūĻ§ĺŖēr£¨ĪŪ√śňŔ∂»”Ę≥Ŗ/∑÷Á䣮sfpm£©Ņ…“‘
Ī»łŖňŔĹ®◊hŐŠłŖ2ĶĹ3Ī∂°£ŖmŃŅŅ…‘Ųľ”
50£•÷Ń100£•°£
ňýļ≠…wĶńňý”–ĹūĆŔ»•≥ż≤Ŕ◊ųňý”√ĶńĒĶďĢĺýěť∆Ĺĺý÷Ķ°£‘ŕń≥–©
Ļ§◊ų÷–£¨Ń„ľĢĶń–‘Ŕ|Ņ…ń‹–Ť“™’{’ŻňŔ∂»ļÕŖMĹo°£
ĪōŪöť_įl√ŅāÄ◊ųėI£¨“‘Ŗ_ĶĹ◊Óľ—Ķń…ķģa–ßĻŻļÕ◊Óľ—ĶńĶ∂ĺŖČŘ√Ł°£
ňŔ∂»ĽÚŖMĹoňŔ∂»Ď™÷ū≤ĹŐŠłŖĽÚĹĶĶÕ°£
ļłĹ”
ļŌĹū350Ņ…“‘Õ®Ŗ^∆ŃĪő»ŘļłļÕŽä◊ŤļłĻ§ňáŃÓ»ňĚM“‚ĶōļłĹ”°£≤ĽĹ®◊h Ļ”√““»≤ļł£¨“ÚěťŅ…ń‹ēĢ‘ŕļłŅp÷–∑eŐľ°£ģĒ–Ť“™ŐÓ≥šĹūĆŔēr£¨Ď™ Ļ”√ôCľ”Ļ§∑÷őŲĀŪŐŠĻ©–‘ń‹Ňcńł≤ńīů÷¬ŌŗÕ¨ĶńļłŅp°£‘ŕ‘O”čļłĹ”Ĺ”Ó^ēr£¨Ď™◊Ę“‚Ī‹√‚ϙѶľĮ÷–£¨ņż»Á£¨Ĺ«ļłŅp£¨¬›ľyļÕĺ÷≤ŅĚBÕłļłŅp°£ģĒ≤Ľ–Ť“™łŖļłĹ”Źä∂»ēr£¨Ď™ŅľĎ] Ļ”√ėňú ĶńäW Ōůw≤ĽšPšďŐÓŃŌ£¨ņż»ÁE / ER308°£≤Ľ–Ť“™ÓAüŠ“‘∑ņ÷Ļ∆∆Ń—°£»ÁĻŻŅ…ń‹£¨Ď™‘ŕļłĹ”ļůƶļłľĢŖM––ÕňĽūŐéņŪ£¨“‘ŐŠĻ©Źä∂»£¨—”’Ļ–‘ļÕńÕőg–‘Ķń◊Óľ—ĹMļŌ°£
 ∑ĢĄ’üŠĺÄ
∑ĢĄ’üŠĺÄ