
最新新聞
聯(lián)系我們
江蘇涌華金屬科技有限公司
電 話:0510-88229298、88229299
傳 真:0510-88265568
手 機(jī):18961839299、15312225903
聯(lián)系人:范經(jīng)理
網(wǎng) 址:www.sosohyw.com
地 址:無錫市錫山區(qū)春暉中路66號
您的當(dāng)前位置:
首 頁 >> 產(chǎn)品中心
AM-350(633型)不銹鋼

詳細(xì)說明:
AM350是一種鉻鎳鉬鉬不銹鋼,可以通過馬氏體相變和/或沉淀硬化進(jìn)行硬化。它已被用于燃?xì)廨啓C(jī)壓縮機(jī)部件,例如葉片,圓盤,轉(zhuǎn)子和軸,以及在室溫和中間溫度下需要高強(qiáng)度的類似零件。取決于熱處理,合金350可具有奧氏體結(jié)構(gòu)以獲得最佳可成形性,或者具有強(qiáng)度可與馬氏體鋼相當(dāng)?shù)鸟R氏體結(jié)構(gòu)。合金通常包含約5至10%的δ鐵素體。合金350的耐蝕性接近鉻鎳奧氏體不銹鋼。
| 元素 | |
| 碳C: | 0.07-0.11 |
| 錳Mn: | 0.50-1.25 |
| 硅Si: | ≤0.50 |
| 磷P: | ≤0.040 |
| 硫S: | ≤0.030 |
| 鉻Cr: | 16.0-17.0 |
| 鎳Ni: | 4.0-5.0 |
| 鉬Mo: | 2.5-3.25 |
| 氮N: | 0.07-0.13 |
耐腐蝕性能:
AM350合金的耐腐蝕性優(yōu)于其他可淬火馬氏體不銹鋼。在普通大氣和許多其他溫和化學(xué)環(huán)境中顯示出良好的耐腐蝕性。由于碳化鉻的沉淀,處于雙時效或均等條件下的材料容易受到晶間腐蝕。當(dāng)通過以下段落所述的采用零以下冷卻的處理來硬化合金時,它不會受到晶間腐蝕。
合金AM350的最佳抗應(yīng)力腐蝕處理如下:
加熱至1850/1950°F(1010/1066°C),迅速冷卻至室溫,零下冷卻-100°F(-73°C)3小時再加熱至1700/1750°F(927/954°) C)每英寸(25.4 mm)的厚度約90分鐘,迅速冷卻至室溫,在-100°F(-73°C)下零度冷卻3小時,然后在1000°F(538°C)下回火3小時)。為了獲得最佳的耐腐蝕性能,表面必須無垢且異物和成品零件應(yīng)被鈍化。
物理性質(zhì)
比重:7.92
熔點范圍
°F:2500/2550
°C :1371/1399
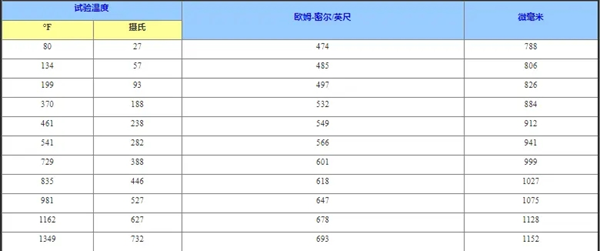
電阻率
零度以下冷卻,回火850°F(454°C)
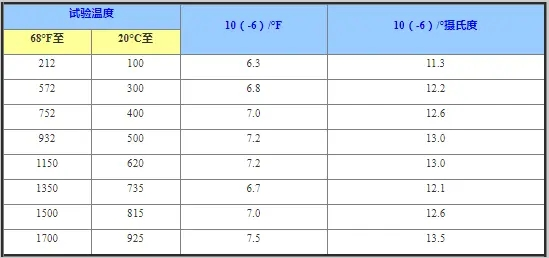
平均熱膨脹系數(shù)
零度以下冷卻,回火850°F(454°C)
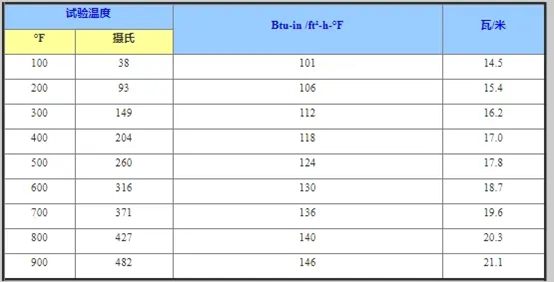
熱導(dǎo)率
零度以下冷卻,回火850°F(454°C)
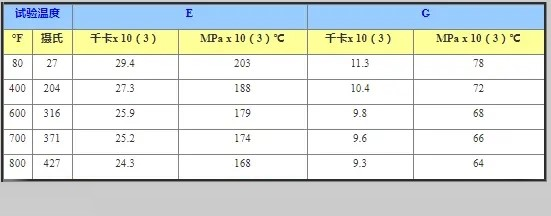
彈性模量(E)和剛性(G)
熱處理
退火
至1850/1950°F(1010/1066°C),迅速冷卻至室溫。
硬化
合金350可以通過零度以下的冷卻和回火(SCT)或雙重時效(DA)進(jìn)行硬化。零度以下的冷卻和回火將導(dǎo)致強(qiáng)度比雙重時效更高。在SCT處理之前,需要通過從1710°F(932°C)+/- 25°F的快速冷卻來“調(diào)節(jié)”合金,這不是必需的,但建議在兩次時效處理之前進(jìn)行。還建議在1850/1950°F(1010/1066°C)退火之后,將合金350冷卻至-100°F(-73°C)至少3小時,然后再進(jìn)行硬化。
零度以下冷卻
在1710°F(932°C)+/- 25°F(快速冷卻)下每英寸厚度調(diào)節(jié)90分鐘后,合金350在-100°F保持至少3小時,然后在850°F或1000°F(454°C或538°C)下回火至少3個小時。850°F的回火產(chǎn)生最高的強(qiáng)度和硬度,而1000°F的回火產(chǎn)生改善的韌性和應(yīng)力腐蝕性能。
雙重老化
在1350/1400°F(732/760°C)下保持3小時,空冷至室溫;加熱至825/875°F(440/468°C),保持2-3小時,風(fēng)冷。
可加工性
熱加工
Alloy 350易于熱加工。它的最高工作溫度為2150°F(1177°C)。使用高于2150°F的溫度會導(dǎo)致鐵素體數(shù)量的增加。精加工溫度應(yīng)在1700/1800°F(927/982°C)的范圍內(nèi),以防止在隨后的熱處理中晶粒粗化并促進(jìn)碳化物的均勻析出。
冷加工
在退火狀態(tài)下,合金350本質(zhì)上是奧氏體,并且具有與AISI 300系列不銹鋼相似的成形特性。它具有較高的加工硬化率,冷成形將導(dǎo)致馬氏體的形成與變形量成比例。如果容量有限或變形嚴(yán)重,將材料加熱到300°F(149°C)或更高溫度將最大程度地減少工作硬化。在硬化狀態(tài)下,合金350具有足夠的延展性,以用于有限的成形或矯直操作。
機(jī)加工
加工350合金,需要使用與其他不銹鋼相同的原料,例如剛性工具和工件支撐,較低的速度,正向切削,無滯留或上光以及足夠的冷卻液。在退火狀態(tài)下,該合金軟且具粘性,并具有較高的加工硬化率。因此,不建議在退火狀態(tài)下加工合金350。在均質(zhì)和過熱狀態(tài)下可獲得最佳切削性能。如果在后續(xù)的硬化處理過程中為生長留出了適當(dāng)?shù)挠嗔浚瑒t可以在此條件下執(zhí)行精加工操作。如果需要極高的尺寸精度,則應(yīng)在硬化條件下進(jìn)行精加工。
以下是經(jīng)過均衡和回火的350合金的典型進(jìn)給量和速度:
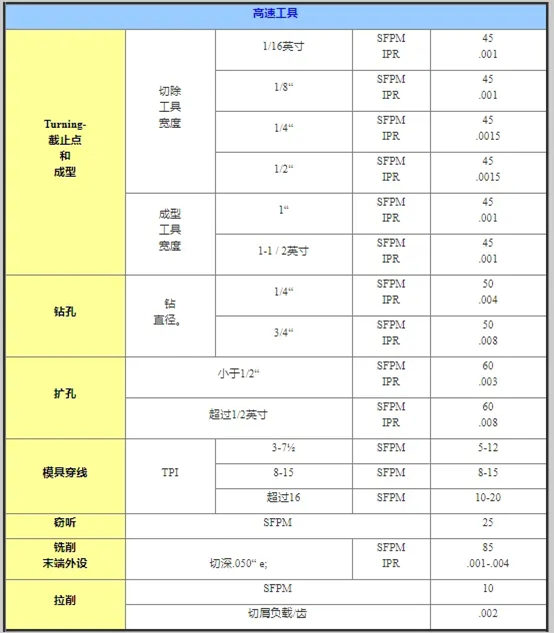
使用硬質(zhì)合金工具時,表面速度英尺/分鐘(sfpm)可以
比高速建議提高2到3倍。適量可增加
50%至100%。
所涵蓋的所有金屬去除操作所用的數(shù)據(jù)均為平均值。在某些
工作中,零件的性質(zhì)可能需要調(diào)整速度和進(jìn)給。
必須開發(fā)每個作業(yè),以達(dá)到最佳的生產(chǎn)效果和最佳的刀具壽命。
速度或進(jìn)給速度應(yīng)逐步提高或降低。

焊接
合金350可以通過屏蔽熔焊和電阻焊工藝令人滿意地焊接。不建議使用乙炔焊,因為可能會在焊縫中積碳。當(dāng)需要填充金屬時,應(yīng)使用機(jī)加工分析來提供性能與母材大致相同的焊縫。在設(shè)計焊接接頭時,應(yīng)注意避免應(yīng)力集中,例如,角焊縫,螺紋和局部滲透焊縫。當(dāng)不需要高焊接強(qiáng)度時,應(yīng)考慮使用標(biāo)準(zhǔn)的奧氏體不銹鋼填料,例如E / ER308。不需要預(yù)熱以防止破裂。如果可能,應(yīng)在焊接后對焊件進(jìn)行退火處理,以提供強(qiáng)度,延展性和耐蝕性的最佳組合。
零度以下冷卻,回火850°F(454°C)
平均熱膨脹系數(shù)
零度以下冷卻,回火850°F(454°C)
熱導(dǎo)率
零度以下冷卻,回火850°F(454°C)
彈性模量(E)和剛性(G)
熱處理
退火
至1850/1950°F(1010/1066°C),迅速冷卻至室溫。
硬化
合金350可以通過零度以下的冷卻和回火(SCT)或雙重時效(DA)進(jìn)行硬化。零度以下的冷卻和回火將導(dǎo)致強(qiáng)度比雙重時效更高。在SCT處理之前,需要通過從1710°F(932°C)+/- 25°F的快速冷卻來“調(diào)節(jié)”合金,這不是必需的,但建議在兩次時效處理之前進(jìn)行。還建議在1850/1950°F(1010/1066°C)退火之后,將合金350冷卻至-100°F(-73°C)至少3小時,然后再進(jìn)行硬化。
零度以下冷卻
在1710°F(932°C)+/- 25°F(快速冷卻)下每英寸厚度調(diào)節(jié)90分鐘后,合金350在-100°F保持至少3小時,然后在850°F或1000°F(454°C或538°C)下回火至少3個小時。850°F的回火產(chǎn)生最高的強(qiáng)度和硬度,而1000°F的回火產(chǎn)生改善的韌性和應(yīng)力腐蝕性能。
雙重老化
在1350/1400°F(732/760°C)下保持3小時,空冷至室溫;加熱至825/875°F(440/468°C),保持2-3小時,風(fēng)冷。
可加工性
熱加工
Alloy 350易于熱加工。它的最高工作溫度為2150°F(1177°C)。使用高于2150°F的溫度會導(dǎo)致鐵素體數(shù)量的增加。精加工溫度應(yīng)在1700/1800°F(927/982°C)的范圍內(nèi),以防止在隨后的熱處理中晶粒粗化并促進(jìn)碳化物的均勻析出。
冷加工
在退火狀態(tài)下,合金350本質(zhì)上是奧氏體,并且具有與AISI 300系列不銹鋼相似的成形特性。它具有較高的加工硬化率,冷成形將導(dǎo)致馬氏體的形成與變形量成比例。如果容量有限或變形嚴(yán)重,將材料加熱到300°F(149°C)或更高溫度將最大程度地減少工作硬化。在硬化狀態(tài)下,合金350具有足夠的延展性,以用于有限的成形或矯直操作。
機(jī)加工
加工350合金,需要使用與其他不銹鋼相同的原料,例如剛性工具和工件支撐,較低的速度,正向切削,無滯留或上光以及足夠的冷卻液。在退火狀態(tài)下,該合金軟且具粘性,并具有較高的加工硬化率。因此,不建議在退火狀態(tài)下加工合金350。在均質(zhì)和過熱狀態(tài)下可獲得最佳切削性能。如果在后續(xù)的硬化處理過程中為生長留出了適當(dāng)?shù)挠嗔浚瑒t可以在此條件下執(zhí)行精加工操作。如果需要極高的尺寸精度,則應(yīng)在硬化條件下進(jìn)行精加工。
以下是經(jīng)過均衡和回火的350合金的典型進(jìn)給量和速度:
使用硬質(zhì)合金工具時,表面速度英尺/分鐘(sfpm)可以
比高速建議提高2到3倍。適量可增加
50%至100%。
所涵蓋的所有金屬去除操作所用的數(shù)據(jù)均為平均值。在某些
工作中,零件的性質(zhì)可能需要調(diào)整速度和進(jìn)給。
必須開發(fā)每個作業(yè),以達(dá)到最佳的生產(chǎn)效果和最佳的刀具壽命。
速度或進(jìn)給速度應(yīng)逐步提高或降低。
焊接
合金350可以通過屏蔽熔焊和電阻焊工藝令人滿意地焊接。不建議使用乙炔焊,因為可能會在焊縫中積碳。當(dāng)需要填充金屬時,應(yīng)使用機(jī)加工分析來提供性能與母材大致相同的焊縫。在設(shè)計焊接接頭時,應(yīng)注意避免應(yīng)力集中,例如,角焊縫,螺紋和局部滲透焊縫。當(dāng)不需要高焊接強(qiáng)度時,應(yīng)考慮使用標(biāo)準(zhǔn)的奧氏體不銹鋼填料,例如E / ER308。不需要預(yù)熱以防止破裂。如果可能,應(yīng)在焊接后對焊件進(jìn)行退火處理,以提供強(qiáng)度,延展性和耐蝕性的最佳組合。
 服務(wù)熱線
服務(wù)熱線